

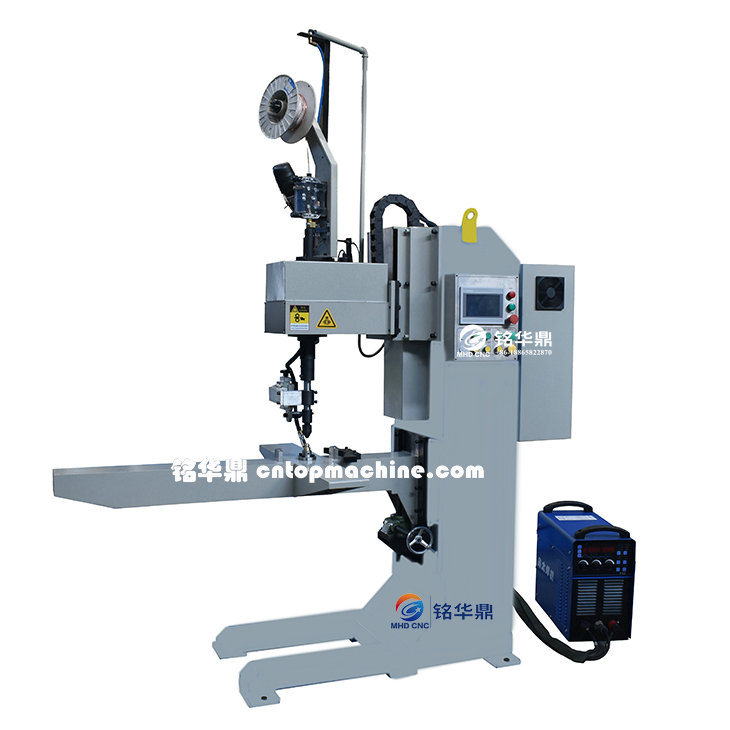
儲氣筒螺母環縫自動焊


1. 完成儲氣桶螺母的環縫自動焊接。要求焊接過程穩定連續,成型均勻、美觀,熔深、熔寬達到工藝要求,裝夾方便。焊完后保證不從焊縫處滲漏。
2. 焊槍成一定角度可上下、左右和角度調整,工件固定, 焊槍旋轉。
3. 螺母由夾具定位中心,保證焊縫位置不發生偏移,無需預先點焊。工裝夾具用于夾持螺母工件。將封頭定位好后,放入螺母,旋轉機頭落下,由夾頭壓緊,保證焊接精度。
4. 自動焊接專機采用PLC作為控制核心,控制焊接各程序執行。系統穩定性好,結構簡單,便于維護。
5. 焊槍旋轉采用進口交流變頻驅動器驅動,故障率低,適合長時間使用。
6. 集成式控制面板盒。控制按鈕,觸摸屏,焊接規范控制等集中在一塊集中在一塊面板上,使用及操作方便。每一動作的調整都有手動和自動兩種功能。
7. 用戶客戶選擇環縫焊接專機,自動焊接儲氣筒兩側的封頭。
主軸箱轉速 | 1-8rpm 無極調速 |
主軸電動功率 | 0.37KW |
壓縮空氣 | 0.4-0.6mpa |
焊槍調整 | 上升調整量:30mm |
左右調整量:30mm | |
傾角:30度-50度 | |
焊絲直徑 | 1.0mm、1.2mm |
機器輸入電壓 | 三相380V或單相220V |
焊接方式 | 氣保焊或者氬弧焊,漫圈帶搭接量 |






